
.webp?width=210&height=70&name=StickyLogo%20(5).webp "Swagelok Northern California home page")
Share this
by Paul Lesnau on 7/14/20 8:45 AM

Leaks. They’re almost inevitable in a petrochem refinery.
But that doesn’t mean the risk they pose is acceptable—especially in California where the potential for sanctions runs high. Just one misstep in your reliability centered maintenance approach could lead to a visit from the Bay Area Air Quality Management District (BAAQMD). It might mean a slap on the wrist in the form of a reasonable fine. Or, it may turn into a protracted legal battle costing hundreds of thousands of dollars.
Preventing leaks—and their consequences—starts with selecting the right seal support plan. In the Bay Area refineries, Plan 52 is one of the most common because it is so simple and, for many applications, works quite well. Even with a solid plan in place, however, you are likely to have to do some troubleshooting when Plan 52 failure modes arise.
So, let’s go through some of the telltale signs that you have a Plan 52 seal support system problem on your hands and how to troubleshoot the root cause.
What is Plan 52?
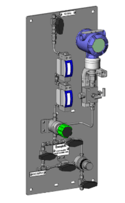
Plan 52 consists of an unpressurized seal reservoir that supplies a buffer fluid via an internal pumping ring between the inner and outer seals of a dual seal configuration. The reservoir has an internal cooling coil, typically with cooling tower water circulating through it. You will also find a pressure switch in the buffer fluid reservoir to alarm you of high pressure. Process fluid, often a light hydrocarbon, is used on the inner seal so the buffer fluid must be compatible with the current service.
This plan is typically used for relatively light hydrocarbons. It’s a clean, generic hydrocarbon service that many Bay Area plants rely on for products like jet fuel and NAPTHA. Plan 52 is especially useful when product dilution cannot be tolerated but diluted atmospheric leakage may be acceptable.
The benefits of implementing Plan 52 include:
⇨ No direct atmospheric leakage of process fluid
⇨ No process contamination
⇨ Enhanced cooling
⇨ No requirement to maintain the pressure system, unlike Plan 53A
Overall, Plan 52 is a good choice for reducing the potential for human and environmental exposure should the primary seal fail.
Signs of Plan 52 Failure Modes
When mechanical seals fail and leaks occur, maintenance engineers will often disassemble it for replacement. This provides an opportunity to look at the physical evidence of why the Plan 52 failure mode happened. For all seal systems, the four most commonly seen conditions are heat checking, pitting and corrosion on the seal face, coking, and blistering.
Let’s take a look at each one.
| Problem | Signs |
| Heat checking | This appears as small circular raised marks on the mechanical seal faces, typically due to poor lubrication. As California refiners change crude slates, be alert for process changes in your pumped fluids that may have reduced lubrication. |
| Pitting & corrosion on seal face | When you see pitting or corrosion, it’s a good signal that there is material incompatibility with the process fluid or buffer fluid. As Bay Area refineries have changed to more sour and higher naphthenic acid content crudes, corrosion has been widely seen. |
| Coking | Coke is a black carbon material that builds up on the seal face from excessive heat until it impairs the mechanical seal’s performance by either impeding the flow of seal fluid or rubbing on the pump shaft. |
| Blistering | Bubbles forming and bursting on the seal face can form from severe overheating. Blistering is typically only seen in pumps that are frequently started and stopped. |
How to Catch Plan 52 Failure Modes Early
When you find the failure signs like those above, it’s time to take better proactive action. Seal failure is no small matter; it could lead to unplanned downtime. Here is a list of things to take a look at regularly in your Plan 52 seal support system.
Flow
Verify the pumping ring is working and moving enough buffer fluid for heat removal. The result: coking. And, then, leaks.
Line restrictions
The seal support system should be made from a large enough diameter of tubing and long radius elbows to ensure the piping system is never a cause of flow restriction. Again, good buffer fluid flow is essential for heat removal.
Loss of inner seal
Make sure the pressure switch is operational. Excess pressure from a failure of the inner seal will be missed if the pressure switch is non-operational. The pressure switch allows you to plan the work of replacing just the inner seal, not both, and an orderly shutdown—prior to a potentially dangerous leak.
Cooling
Is the cooling coil working? There should be sufficient water flow and both sides of the coil should be free of excessive scale or other build up. If not, the seal system is not removing enough heat. You will eventually see the consequences.
Fluid compatibility
As crude slates change, verify the old buffer fluid is still compatible with the process fluid. While you’re at it, ensure the viscosity of the process fluid. You are relying on it to provide the same lubrication it did when the pump was first installed.
Plan 52 is pretty simple compared to some seal support systems. But, there is still a lot to keep an eye on to ensure your seal support system is providing the lubrication, seal, and heat removal it should be.
When you have questions or concerns about Plan 52 failures, it’s a good idea to have the phone number of a reputable seal support system vendor handy. They should know the ins and outs of Plan 52—and all other common systems—like the back of their hand and be available to help you troubleshoot.
Call an Expert for Any Seal Support System Failure Mode
Still have questions and not sure who to call? The refinery probably has a preferred vendor list that can answer your basic questions. But good luck getting the hands-on help you need if they are not local. You might end up on the phone for an extended period trying to explain the issue and get them to understand. And, then, you might also wait some more for the part to arrive from a faraway manufacturer.
Swagelok Northern California has an expert team of factory-trained and certified engineers who can be on-site to help with all your seal plan troubleshooting, not just for Plan 52 failures. Our Field Engineers have been working with Bay Area Refineries for years so we know the particular challenges that local crude slates pose. And we design, fabricate, and assemble all our seal plans locally. That means you can get systems and components right when you need them.
Swagelok Northern California can help with all of your Plan 52 or other seal support system evaluation, design, and fabrication needs. Contact our team today by calling 510-933-6200.
 About Paul Lesnau | Sales Manager, Business Development Manager, and Field Engineer
About Paul Lesnau | Sales Manager, Business Development Manager, and Field Engineer
Paul holds a B.S. in Mechanical Engineering from North Dakota State University. Before joining Swagelok Northern California, he was the West Coast Regional Sales Manager for an organization based in Illinois involved in pneumatic and hydraulic applications where he supervised product distribution throughout the western United States, Canada, and Mexico. While in this role, he was able to help provide technical and application-specific expertise to customers and distribution to drive specifications.