
.webp?width=210&height=70&name=StickyLogo%20(5).webp "Swagelok Northern California home page")
Share this
by Jeff Hopkins on 10/2/19 9:00 AM
A leak-tight connection starts with clean tubing cut to the right size
"Deciding which tubing to use depends on many factors. The key ones are the outside diameter of the tubing, the wall thickness of the tubing, and the material of the tubing and tube fittings."
- From FAQ: Which tubing should I use with Swagelok tube fittings?
 One of the most critical processes in creating a leak-tight tube fitting connection is to properly and consistently prepare the tubing. Swagelok has created a 5-minute video (below) that goes through the four basic steps:
One of the most critical processes in creating a leak-tight tube fitting connection is to properly and consistently prepare the tubing. Swagelok has created a 5-minute video (below) that goes through the four basic steps:1. Cutting
2. Deburring
3. Cleaning
4. Inspecting
Do it right, and you will minimize any leakage in your connections caused by improper tube end preparation.
Getting started
For proper tube preparation you need a tube cutter (or a hacksaw and a tube saw guide), a tube deburring tool, a marker, a tape measure, and proper protective equipment such as gloves and safety glasses.
Before cutting the tube, inspect it for dents, scratches and other damage. If you find a damaged section, cut it off or get a different piece of tubing. If you can detect scratches with a thumbnail, they are too deep for the tubing to be used.
You also want to make sure the tubing is still round. If it has been flattened or made oval, it won't fit properly into the fitting.
Are you sure you have the right piece of tubing for the job? Look along the outer wall of the tubing and you'll see a printed "lay line" that tells you the tube size, wall thickness and material specification. Make sure all the specs match what you need for the job.
On your mark
 Once you know you are ready to go, measure and mark the tubing where you want to cut it.
Once you know you are ready to go, measure and mark the tubing where you want to cut it.
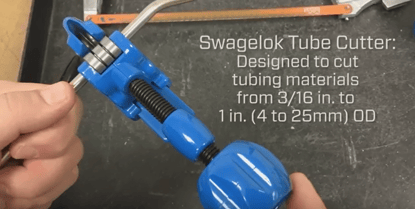
The Swagelok tube cutter is designed to cut tubing from 3/16 to 1 inch in outside diameter (or 4mm to 25 mm).
Insert the tubing into the cutter so that the mark is positioned between the rollers and the cutting wheel. Tighten the handle until the wheel touches the tubing, then give the handle an additional 1/16th turn. That's easy to do, because the turn increments on the handle are spaced in 1/8th-turn increments.
Then all you have to do is rotate the cutter around the tube. When cutting stainless steel tubing or other hard alloys, tighten the handle an additional 1/16th turn after every second rotation. For softer materials such as copper, tighten the handle after each rotation. Continue the process until the tubing has been cut through. (Always use a sharp wheel. It's the best way to minimize burring.)
But a tube cutter isn't always the best tool. For tubing with a very small diameter, a thick wall, or a diameter too large for a tube cutter, you'll be better off using a hacksaw.
You'll mark the tubing in the same way as before, but this time align the mark with cutting slot of the tube saw guide. You'll want to use a hacksaw blade with at least 24 teeth per inch, and a higher TPI may make the job easier.
Cleanup
 Now that you have the tubing cut to the proper length, use the deburring tool. You may notice that the burrs you get from using a hacksaw are different than the burrs from a tube cutter. But either way, you must remove the burrs from both the outside and inside diameters of the tubing.
Now that you have the tubing cut to the proper length, use the deburring tool. You may notice that the burrs you get from using a hacksaw are different than the burrs from a tube cutter. But either way, you must remove the burrs from both the outside and inside diameters of the tubing.
The deburring tool has two ends, one to deburr the inside diameter and one to deburr the outside diameter. The process for each is the same: Place the tool over the end of the tubing and rotate the tool clockwise for four or five revolutions. Then check the tubing to make sure you have removed all the burrs. If you haven't, repeat the procedure until all the burrs are gone.
Now wipe the end of the deburred tubing with a clean cloth. You may need to use some rubbing alcohol to remove any excess oil. Dry compressed air is another good way to clean the tubing.
That's all there is to it. It's not a complicated process, but doing a proper job is essential to a leak-free fluid system.
Watch Proper Tube Preparation in action in the video below.
Just ask
Swagelok Northern California has a great deal of exposure to all aspects of fluid system design and engineering. Whether you have a simple question or a complex challenge, we're glad to hear from you.

More like this: