
.webp?width=210&height=70&name=StickyLogo%20(5).webp "Swagelok Northern California home page")
Share this
by Morgan Zealear on 4/29/21 8:45 AM

Any industrial process that requires industrial gases in its operations depends on gas distribution systems to deliver the gases from source to point-of-use safely and reliably. Among the cylinder, hoses, gauges, and other components that comprise a gas distribution system, gas pressure regulators play one of the most critical roles—controlling gas pressure. For anyone new to the operations or maintenance of a gas distribution system, it’s well worth understanding how gas pressure regulators work.
How Do Gas Pressure Regulators Work?
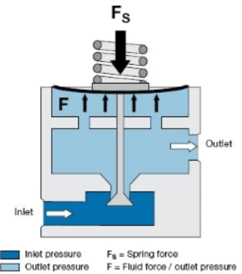
In the simplest explanation, a gas pressure regulator reduces the inlet pressure to a lower outlet pressure and maintains a set outlet pressure, minimizing fluctuations in the inlet pressure.
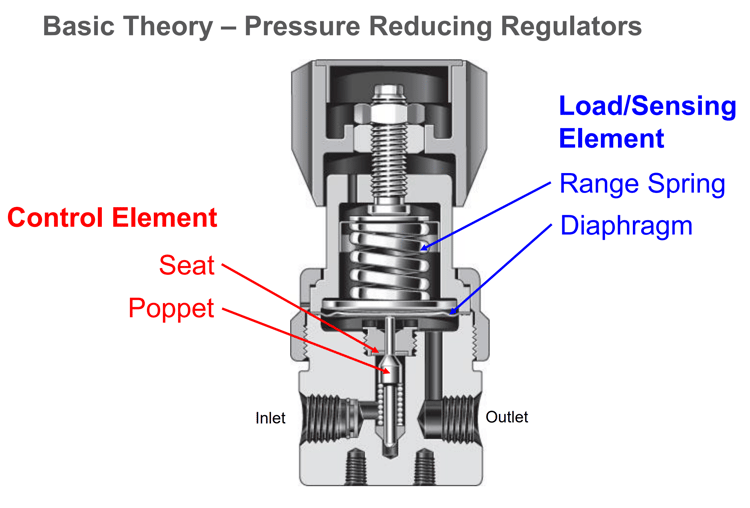
There are three elements in the regulator that control this process:
- Control element: also known as a poppet; is a spring-loaded valve
- Sensing element: a piston or diaphragm
- Load element: a spring
The interaction between these elements establishes and maintains the pressure in the following way:
|
 |
For a more detailed understanding of the science of gases, pressure, volume, temperature, and flow in “Pressure Regulators Explained - Opening the Box of Mystery”.
Let’s explore each of these elements to help gain a better understanding of how materials and design influence the performance of the gas pressure regulator.
A Closer Look at the Elements in a Gas Pressure Regulator
Most regulators use a spring-loaded “poppet” (a rising and falling valve consisting of a disk at the end of a vertically set stem) for the control. The poppet includes an elastomeric seal to ensure a tight seal with the valve seat when the poppet is closed. A thermoplastic seal is used in some high-pressure gas regulator designs. The seal must be chemically compatible with the gas that flows through the regulator.
The sensing element can be a diaphragm or a piston. A diaphragm is a thin disc-shaped elastomer (also compatible with the gas) that is used to sense changes in outlet pressure. In many regulators, the disc is made of thin metal. Diaphragms are preferred in low-pressure applications. Compared to a piston, a diaphragm can be more readily sized to provide a larger sensing area and thus provide higher accuracy in maintaining the correct gas pressure.
In comparison to a diaphragm, a piston design is more rugged and appropriate for higher outlet pressures. A piston does not respond as quickly to pressure changes because of the friction between the piston seal and the regulator body. As a result, the piston design is more appropriate for applications where lower accuracy in outlet pressure is acceptable.
The loading element determines the pressure set-point. It is usually a mechanical spring that exerts a force on the sensing element (piston or diaphragm) which in turn opens the poppet. Most regulators adjust the pressure set-point by adjusting the force exerted by the mechanical spring. An adjustment screw or knob turned clockwise tightens the spring and increases set pressure. Turning it counterclockwise decreases set pressure. Alternatively, many regulators use a pressure signal captured within a dome above the sensing element in order to provide an accurate loading element that may be controlled by a pilot signal elsewhere. This is often utilized to ensure worker safety in hazardous environments, or to remotely control process pressure from an instrumentation control room.
The Flow Curve Describes the Regulator’s Operating Range
Every gas pressure regulator has a flow curve that describes its operating range. The flow curve is important in determining the useful regulating capacity. The flow curve has three sections:
- Seat-Load Drop or Lockup indicates the pressure above the set-point required to completely shut the regulator valve and prevent gas flow. When too much pressure builds up the gas regulator closes the poppet.
- Ideal Operating Range is the area below the flow curve where the regulator provides the greatest control.
- Choked Flow is a limiting condition where any reduction in downstream pressure will have no effect on the flow rate for a fixed upstream pressure and temperature. In this state, the regulator valve is fully open and is no longer regulating pressure.
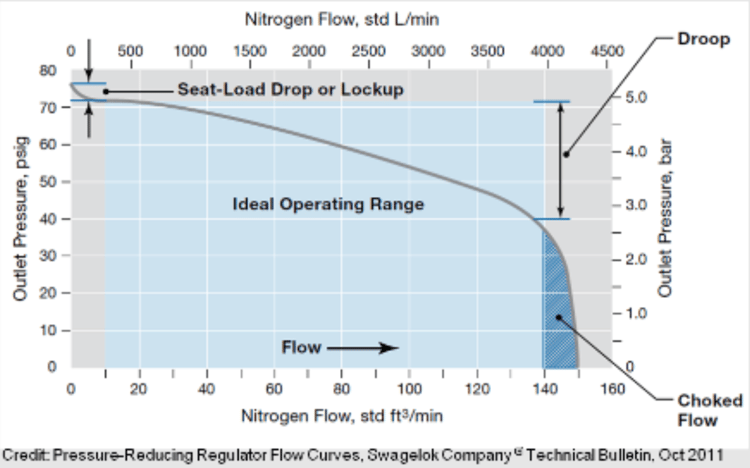
Pressure regulator accuracy is determined by plotting outlet pressure against flow rate. As the flow rate increases the outlet pressure drops. This relationship is termed “droop.” The less droop a pressure regulator exhibits over a range of gas flow, the greater its accuracy in maintaining a set pressure.
The last factor to consider is the Supply Pressure Effect. As the inlet pressure drops, say as a cylinder is nearing empty, the outlet pressure will increase. Sizing the regulator correctly for the application and using two-stage regulation are two important factors in sizing appropriately.
Single- and Dual-Stage Gas Pressure Regulators
Most gas distribution system designs feature single- or dual-stage regulators. Single-stage regulators have limited ranges of inlet pressure and/or flow rates. They are appropriate for small pressure reductions, for example, reducing plant compressed air service from 150 psi to 70 psi to operate air tools in the shop.
Dual-stage regulators easily handle wide ranges of inlet pressures and flows, as well as the decreasing inlet pressure typical of gas cylinders. Dual-stage regulators are actually two regulators contained in a single regulator body. They include the components of a single-stage regulator with an additional stage that includes a second pressure adjusting spring, diaphragm, and poppet assembly. The advantage of dual-stage regulators is a near-complete elimination of the Supply Pressure Effect. The first stage pressure is set by the manufacturer. The second stage is adjustable by the user.
Factors That Influence Gas Pressure Regulator Success
Selecting the right gas pressure regulator requires a good understanding of several factors specific to the industrial process and the type of regulator. A knowledgeable, experienced fluid systems engineer will carefully consider the following factors when recommending the right gas pressure regulator to work with an industrial process:
- point-of-use application
- operating temperature range
- industrial gas to be used
- toxic or flammable gas
- inlet and outlet pressure ranges
- range of inlet pressure fluctuations
- allowable variation in outlet pressure
- required flow rate
- regulator material compatibility with the gas
These factors will help guide the selection of the type of gas pressure regulator that works best for the process. And, the review of the regulator flow curves for each of the possible regulators will guide the selection of the specific gas pressure regulator for the process.
Swagelok: Gas Regulator and Industrial Process Expertise
For more than 50 years, Swagelok has been assisting industries that rely on safe and reliable delivery of fluids and gases for their daily operations and manufacturing process. Swagelok is your local source for technical guidance, regulators to meet almost every gas distribution need, and design and assembly services to provide you with gas distribution systems tailored to your specific requirements. The components and gas distribution systems sold and assembled by Swagelok are backed by our Limited Lifetime Warranty.
To find out more about how Swagelok Northern California can assist you in the selection of gas pressure regulators and the design of gas distribution systems by providing expert consultation and assembly services, contact our team today by calling 510-933-6200.
 Morgan Zealear | Product Engineer – Assembly Services
Morgan Zealear | Product Engineer – Assembly Services
Morgan holds a B.S. in Mechanical Engineering from the University of California at Santa Barbara. He is certified in Section IX, Grab Sample Panel Configuration, and Mechanical Efficiency Program Specification (API 682). He is also well-versed in B31.3 Process Piping Code. Before joining Swagelok Northern California, he was a Manufacturing Engineer at Sierra Instruments, primarily focused on capillary thermal meters for the semiconductor industry (ASML).