
.webp?width=210&height=70&name=StickyLogo%20(5).webp "Swagelok Northern California home page")
Share this
by Jeff Hopkins on 11/20/18 9:00 AM
It avoids the crevices and crevice corrosion common with mechanical couplings
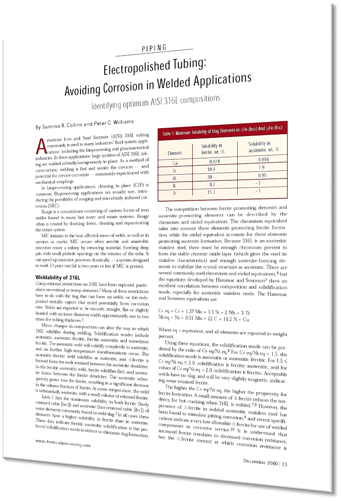
"Pitting corrosion is the most common failure mode in welded 316L. Pitting is a form of localized attack caused by a breakdown in the thin, passive oxide film that protects stainless steel from the corrosion process."
- From Electropolished Tubing: Avoiding Corrosion in Welded Applications (Technical Paper)
One of the most popular components in fluid system applications is American Iron and Steel Institute (AISI) 316L tubing. Look inside bioprocessing and pharmaceutical plants, and you'll likely find large systems of AISI 316L tubing orbitally welded in place.
Why orbitally welded? In previous posts we've written about the fact that orbital welding is faster and more consistent than doing the process by hand, especially after a full day of welding. There's one more advantage: corrosion resistance.
Two types of corrosion
Bioprocessing applications are usually wet, introducing the possibility of rouging and microbially induced corrosion. Rouge is a contaminant consisting of various forms of iron oxides found in many hot water and steam systems. Treating rouge usually means shutting down, cleaning and repassivating the entire system.
Microbially induced corrosion begins in the heat-affected zones of welds, as well as in crevices or cracks. It occurs when aerobic and anaerobic microbes create a colony by removing material, forming deep pits with small pinhole openings on the interior of the tube. It can speed up corrosion drastically. A system designed to last 10 years can fail in two years or less.
Electropolished Tubing: Avoiding Corrosion in Welded Applications (Technical Paper)

Materials matter
Orbital welding is one way to keep corrosion at bay. It avoids the crevices — and the potential for crevice corrosion — common with mechanical couplings. Properly done, orbital welding gives a smooth, straight, flat or slightly beaded surface.
But it takes the right formulation of steel to get the most out of orbital welding. That's right, not all 316L stainless steel is created equal. Minor changes in composition can alter the way in which 316L solidifies during welding. A higher level of d-ferrite, for instance, reduces the tendency for hot cracking, but it also stimulates pitting corrosion. Pitting is caused by a breakdown in the thin oxide film that protects stainless steel from corrosion.
Swagelok metallurgists wanted to find the optimum 316L compositions that would allow for strong welds that also stand up in corrosive service.
First they did a weldability study, taking samples from seven heats of commercially available 2-inch diameter 316L electropolished tubing. All the samples were orbitally welded using fixed parameters. When the welds had all cooled, they were inspected for slag and appearance, and the amount of ferrite was measured.
Next, our metallurgists conducted a corrosion study. This time they took 21 heats of 316L tubing, and again had them all orbitally welded in the same way. Afterward, they measured the ferrite in each weld, and put the welds through a corrosion test.

Swagelok Welding System - M200 Power Supply (catalogs)

Results
The experiments showed that corrosion resistance of welded 316L falls off dramatically when ferrite in the weld exceeds 3 percent. This kind of information is crucial when we set the formula for the 316L stainless used in Swagelok tubing. The metallurgists noticed an optimum ratio of chromium over nickel that minimizes both the contaminating and corrosion prone effects of welded connections. A ratio of less than 1.45 produces too little ferrite in the weld to dissolve the slag particulate generated by the welding operation. A ratio higher than 1.55 generates too much ferrite in the weld, which leads to noticeably less resistance to pitting corrosion.
We want our Swagelok parts, tools and services to work in harmony so that our customers get the best results from all three. Stainless steel tubing, joined with our Swagelok Welding system, which you can operate with confidence thanks to our training courses. That's a winning combination that will help your fluid system give you top service for a long time.

Swagelok Stainless Steel Tubing and Tube Support Systems (catalogs)

More like this:
- Good Orbital Welding Still Relies On Human Choices (blog article)
- Beyond Basics: Swagelok's Advanced Class In Orbital Welding (blog article)
- Swagelok technical articles on analytical instrumentation (section of this site)