
.webp?width=210&height=70&name=StickyLogo%20(5).webp "Swagelok Northern California home page")
Share this
by Morgan Zealear on 5/12/20 8:45 AM

Within grab sampling stations, dead legs can be found in stagnant control valve bypass piping, sampling valves, relief valves, instrument connections, transducers, and normally closed block valve lines. Any of these dead legs can prevent operators from obtaining representative samples. And, without a representative sample, you can’t keep a firm eye on quality control.
In my visits to Bay Area refineries over the years, I typically see dozens of dead leg piping locations located throughout the plant. In many of these instances, modifications made to accommodate process changes, comply with environmental regulations, or retrofit existing infrastructure, result in problems with the quality of grab samples.
Managing dead legs in these oil and gas refineries—and beyond—is quite a challenge. But it’s one that I can help you manage.
Dead Leg Piping In Oil And Gas Refineries Jeopardizes Sampling Quality
Dead leg piping in petrochem refineries jeopardizes grab sampling quality in two ways. First, dead legs retain stagnant sample fluid that is not truly representative of process fluids. If not properly purged, fluid in the dead leg mixes into the process sample being drawn. This results in a sample that does not represent actual process conditions at the time of sampling. Second, corrosion in dead legs threatens piping integrity that can result in contaminated samples.
Both are problems you can’t afford to let fester. Sending unrepresentative or contaminated samples to the quality assurance lab may lead to unwise operational decision-making. I’ve seen this play out in Northern California refineries again and again. You may think it’s not happening where you work, but it probably is. That’s why you need a mitigation plan in place.
Develop A Risk-based Mitigation Plan To Reduce Dead Leg Effects
To systematically tackle dead leg problems associated, process and unit engineers should evaluate grab sampling stations to identify those where dead leg piping is problematic. Begin by identifying pipes where the ratio of length to diameter in the sample piping increases, creating larger volumes of stagnant fluid. Lower flow in the sampling line also increases the dead leg effect. In both cases, additional time is needed to properly purge the line prior to sampling.
That takes up operator time, but that’s not where you should start prioritizing. It’s all about risk. Sampling stations that require additional time to purge dead legs present low risk (though they are certainly candidates for better designs that improve sampling efficiency). Stations with varied consistency regarding sampling quality are higher priority. Stations that present potential hazards to the operator because of a needlessly complex sampling process or corrosion issues become a top priority.
| Sample Station Performance | Risk Level | Priority |
| Stations that present potential hazards to the operator | High | Critical |
| Stations with varied or inconsistent sampling quality | Moderate | Important |
| Stations that require additional time to purge dead legs | Low | Routine |
Evaluation criteria to assess risk might include sampling type, operating conditions, installation or modification date, or maintenance or inspection. The result of the assessment then leads to the development of a mitigation plan, with each dead leg assigned a risk factor, prioritization for mitigation, and a brief description of recommended improvements.
Design Guidance For Resolving Priority Dead Leg Pipes
Numerous factors affect sampling efficiency and quality—design, components, and location of valves, instruments, and fixtures. In many instances, dead legs can’t be completely avoided, but they can be minimized. A few general principles provide guidance in mitigating existing problems, as well as designing new sampling stations.
- Minimize dead leg volumes by ensuring that any vital dead leg components upstream of the sampling container are installed with appropriate connections.
- Locate dead legs on bypass loops (fast loops) to reduce the number of dead leg components directly in-line with the sampling flow to the container.
- Maximize flow rates to reduce the time required for purge and curtail the chance of contaminating samples with residual fluids sitting in dead legs.
- Calculate the volume of dead space in components. Volumes vary. Review the technical diagrams for each component to accurately calculate dead space and its potential effect on the sampling process.
- Combat Corrosion. Dead legs are especially susceptible to corrosion as a result of hydrocarbons. Design sampling systems with materials proven to reduce the incidence of corrosion.
While these are general design guidelines, the best approach is achieved with the help of a local partner with in-depth experience in mitigating dead leg piping issues across the oil and gas industry. With detailed knowledge of grab sampling processes in refineries, they’ll collaborate with you to develop a plan tailored to your specific needs.
Take Advantage of Local Expertise to Manage Dead Leg Risks
Assessing and mitigating dead leg risks associated with sampling systems is a significant undertaking, considering the number of potential dead legs across a refinery. Process and unit engineers can simplify the project with the help of local partners who will conduct on-site or ‘virtual field engineering’ visits for a first-hand assessment of your current grab sampling stations and identification of dead leg problems.
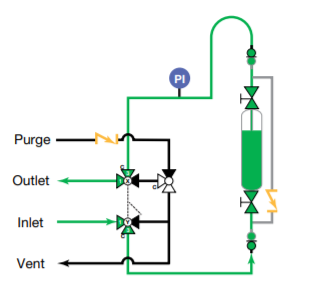
Liquid sampling with purge option clears fluid before and/ or after sample collection of toxic fluids that may settle in the sampler or when the return is sent to flare.
Swagelok Northern California has extensive experience in the oil and gas industry across the California Bay Area and beyond, helping to mitigate problems caused by dead leg piping. Our field engineers and factory-certified professionals will work closely with you to identify potential problems and recommend the optimum solutions. We also design, fabricate, and test grab sampling stations with a wide range of customized options to simplify operations—all backed by the best Lifetime Warranty in the industry. With Swagelok, you can expect quality and support throughout the lifecycle of each component.
To find out more about how Swagelok Northern California can help solve dead leg piping issues by providing expert consultation and Assembly Services, contact our team today by calling 510-933-6200.
 About Morgan Zealear | Product Engineer, Assembly Services
About Morgan Zealear | Product Engineer, Assembly Services
Morgan holds a Bachelor of Science in mechanical engineering from University of California at Santa Barbara. He is certified in Section IX, Grab Sample Panel Configuration and Mechanical Efficiency Program Specification (API 682), and he is well versed in B31.3 Process Piping Code. Before joining Swagelok Northern, he was a manufacturing engineer at Sierra Instruments, primarily focused on capillary thermal meters for the semiconductor industry (ASML).