
.webp?width=210&height=70&name=StickyLogo%20(5).webp "Swagelok Northern California home page")
Share this
by Paul Lesnau on 3/19/20 8:45 AM

In a recent conversation with reliability engineers at a Concord, CA petrochem plant, they voiced the frustrations of unplanned downtime. Whether it’s five minutes or five days, their time goes toward minimizing these interruptions. Rotating equipment failures, especially, can bring operations to a standstill. That’s why extending the mean time before failure (MTBF) for rotating equipment associated with pumps from three years to five years, like other refineries in the Bay Area, was top of their list.
Up-front risk assessment and definitive plans to mitigate specific risks associated with different types of rotating equipment failures will boost overall equipment effectiveness (OEE) throughout the plant. With proper planning, maintenance, and support systems, reliability engineers can create an environment that extends MTBF to significantly reduce unplanned downtime. It all starts with ensuring you have the right components for the service requirements—a task that doesn’t have to be easier said than done.
Four Common Rotating Equipment Failure Types In Pumps
Mechanical seal failure is the most common reason for pump failures (Grundfos).
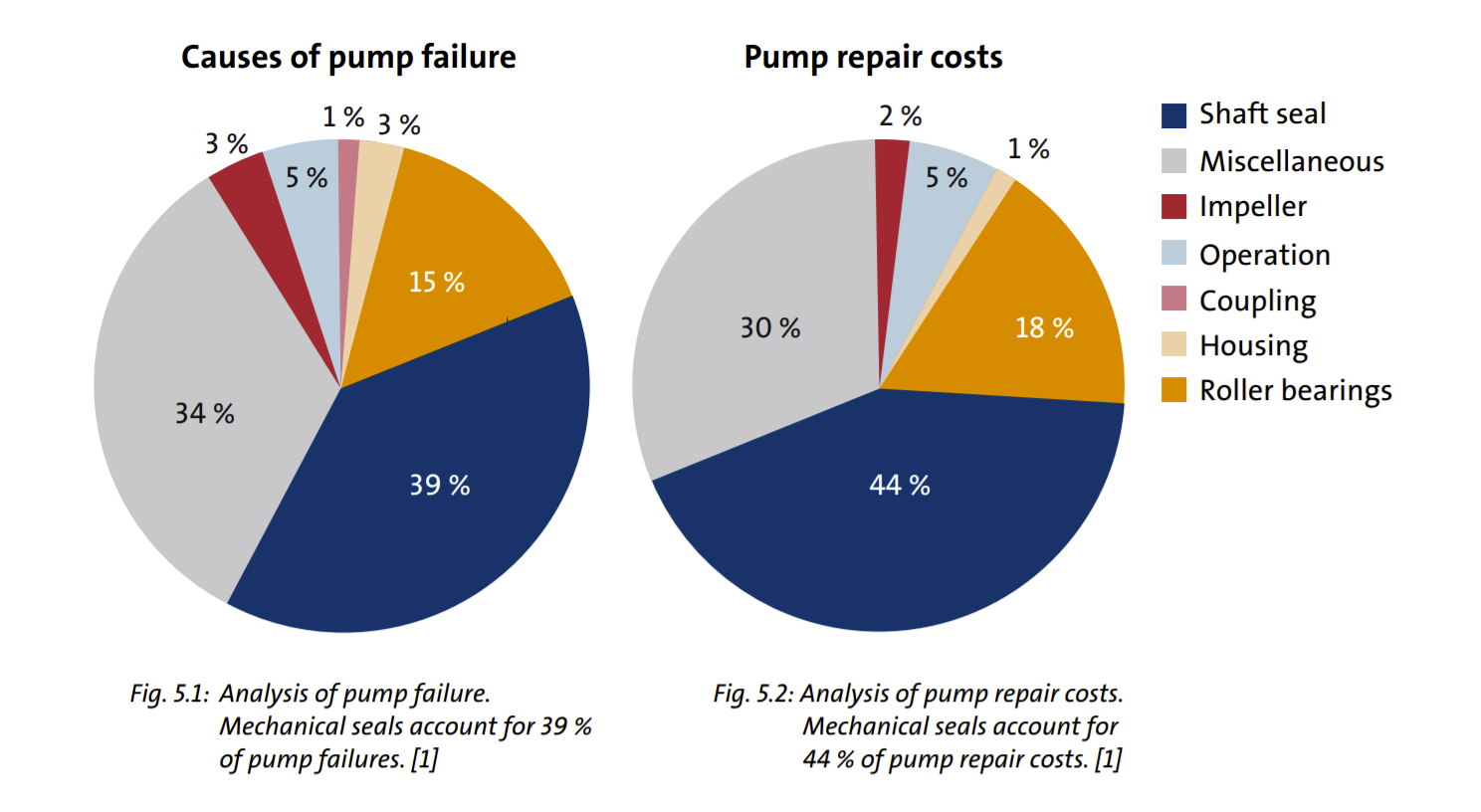
Maintaining the optimum operating environment for mechanical seals is challenging, considering the complexity of the seal designs and the varying operational demands placed on pumps. Most failures that you can expect to encounter are related to component degradation. Below, I’ll walk you through the frequent rotating equipment failure types, their causes, and how to help mitigate them with quality seal support systems.
#1 Pump Seal Dries/ Burns Up
Indication of failure: Burnt elastomeric parts, immediate leakage.
Causes: The pump running dry due to operator error or miscommunication from an upstream process results in the absence of pumped medium, creating heat-building friction. Within minutes seals with hard seal faces can reach several hundred degrees and disintegrate.
| ⇨ Solution: Mechanical seal support systems providing compatible fluids and proper flow through seal chambers may extend the life of pump seals. |
#2 Leakage
Indication of failure: Visual or odor detection, though leakage patterns vary. Rate of leakage can change during the pumping cycle as well.
Causes: Improper seal installation, reduced spring load, one or both seal faces not flat, vaporization across seal faces, and elastomer damage or hardening are typical causes of leakage.
| ⇨ Solution: Ensure proper pressure, flow, and venting of fluids through the seal chamber to prevent leakage with a quality seal support system. |
#3 Lubrication
Indication of failure: Constant or random loud noises, often accompanied by vibration, from shaft seals with hard material seal faces.
Causes: Very low viscosity of the pumped medium provides insufficient lubrication. Frictional heat dissipates across the seal face causing small, radial, seal face cracks that increase friction. We don’t tend to see this very often in the Bay area because sour crude is very viscous but it’s worth noting as a potential problem area.
| ⇨ Solution: Remove heat from the seal chamber via flush fluid using coolers or heat exchangers. Deliver clean flush fluid to the seal chamber when the process fluid is unsuitable for use as the flush fluid. |
#4 Contamination
Indication of failure: Leaking shaft seal, mechanical shaft seal hang-up, hesitant pump starts when seal rings are sticking together.
Causes: Metal-on-metal, caused by impeller or shaft misalignment, within the pump creates particulates. Pumped medium contains small suspended insoluble particles that build up on seal faces. Corrosion can result from high-sulfur content of sour crude, which is common in Bay Area refineries. Precipitation or sedimentation accumulate in/ near the sealing gap, springs, bellows, seal-drivers, or O-rings.
| ⇨ Solution: Eliminate particulates from the flush stream by way of filters or cyclone separators in a seal support system. Filter or flush ports to run reverse flows to clean seals. |
The most effective means of reducing unplanned downtime caused by these four rotating equipment failures types is the use of quality mechanical seal support systems. Properly assembled and installed seal support systems reduce friction, prevent leakage, extend pump life, and improve the overall operational efficiency and safety of rotating equipment.
Reduce Unplanned Downtime With Mechanical Seal Support Systems
Well-designed seal support systems employ a selection of easily accessible components to monitor performance and minimize unplanned maintenance activities. You should look for mechanical seal support systems in a range of API 682 plan assemblies or support kits designed to provide the optimum operating environment. These components should include:
- Pressure and temperature gauges to indicate seal chamber and seal support system conditions
- Isolation valves and bypass loops to obviate the need for complete shutdown
- High-point vents to easily bleed out any entrapped air in the system
- Low point drains to quickly and safely purge buffer, barrier, or flush fluids
- Easily-accessible filters located for easy replacement
- Block-and-bleed valves (recommended by API) for safe calibration or removal of components for servicing
A wide range of API 682 plans and numerous options to configure a plan to the specific pump and processing needs enable petroleum plants to mitigate some of the most common rotating equipment failure types and boost uptime of refining equipment.
The Best Solution for Rotating Equipment Failures
You can gain control over unplanned downtime caused by rotating equipment failures with Swagelok Northern California’s seal plan kits and assemblies as well as local comprehensive design and support services. We can even provide the added advantage of standardization and scaling by building the systems for you. You’ll benefit from our decades of experience working with Bay Area petrochemical processing plants to improve pump efficiency, reduce unplanned downtime, and simplify maintenance of these critical assets.
To find out how Swagelok Northern California can help solve rotating equipment challenges and reduce unplanned downtime, contact our team or call 510-933-6200!
 About Paul Lesnau | Sales Manager, Business Development Manager, and Field Engineer
About Paul Lesnau | Sales Manager, Business Development Manager, and Field Engineer
Paul holds a B.S. in Mechanical Engineering from North Dakota State University. Before joining Swagelok Northern California, he was the West Coast Regional Sales Manager for an organization based in Illinois involved in pneumatic and hydraulic applications where he supervised product distribution throughout the western United States, Canada, and Mexico. While in this role, he was able to help provide technical and application-specific expertise to customers and distribution to drive specifications.